
Қазіргі уақытта пластиктен жасалған бұйымдар тұрмыста немесе өнеркәсіпте біздің өмірімізде толығымен қолданылады.Бірақ сіз шынымен қалай жасау керектігін білесіз бе?пластикалық бөлік?Оқуды жалғастырыңыз, бұл мақала сізге айтып береді.
Инъекциялық қалып дегеніміз не
Әдетте термопластикалық полимер ретінде анықталған инъекциялық қалыптау оның балқу температурасынан жоғары қызады, нәтижесінде қатты полимер жеткілікті төмен тұтқырлығы бар балқытылған сұйықтыққа айналады.Бұл балқыма механикалық күшпен, яғни қажетті соңғы нысанның пішініндегі қалыпқа айдалады.Өнеркәсіптік өндіріс үшін инъекциялық қалыптау термопластикадан объектілерді жаппай өндірудің маңызды процестерінің бірі болып табылады.Жұмысшылар әдетте құрғақ пластикалық шикізатты (мысалы: ABDS, PP, TPU, PA66) бүрку машинасының бөшкесіне құяды.Содан кейін әртүрлі өнім талаптарына сәйкес әр түрлі температура мен инъекция жылдамдығы жобаланады.Содан кейін әртүрлі өнім талаптарына сәйкес әртүрлі температура мен инъекция жылдамдығын орнатыңыз.Өнімді қалыптастыру үшін соңғы салқындағаннан кейін ол эжектор пин арқылы шығарылады.

Неліктен арнайы инъекциялық қалып қажет
1. Өнімнің құпиялылығы және қауіпсіздігі
Өнімді шығару процесінде ұзақ уақыт бойы әзірленген өнімдер шығарылғанға дейін пираттық жолмен алынғаны жиі кездеседі.Бұл көбінесе тапсырыс берушілер дизайн және инъекциялық қалыптау процесінде оларды біріктіру үшін әртүрлі дайын қалыптарды пайдаланады және олардың жеке қалыптарының жоқтығына байланысты.Өнімдеріңізге эксклюзивті қалыптардың жиынтығын теңшеген кезде, бұл мәселе бұдан былай орын алмайды, өйткені біз қалыптарды тек сіз пайдалана аласыз деген принцип бойынша сақтаймыз және сіздің пайдаңыз үшін оларға тұрақты техникалық қызмет көрсетеміз.Оны кейінірек кез келген уақытта пайдаланыңыз.
2. Күрделілік
Қалыптар жинағын теңшеуді таңдаған кезде, сіздің өнімдеріңіз енді құрылымы мен қалыптарымен шектелмейді.Теңшеудегі жоғары еркіндіктің арқасында сіз күрделі өнім құрылымдарын бірнеше қалыптардан біріктірудің орнына қажеттіліктеріңізге сәйкес жобалай аласыз.Бұл өнімнің тұтастығы мен тұтастығын айтарлықтай жақсартады.Инъекциялық қалыптарды және 3D сызбаларды қолданудың қазіргі кең ауқымымен сіз әзірлейтін өнімдер тұрмыстық өнімдерден өнеркәсіптік өнімдерге дейін болуы мүмкін.
3. Төмен құн
Өндіріс тұрғысынан пішінді теңшеу дайын қалыпты пайдаланудан жоғары шығындарды қажет етуі мүмкін.Дегенмен, өндірістік тұрғыдан алғанда, инъекциялық қалыптау жаппай өндіріс процесі және сплайс өндірісі үшін дайын қалыптарды ұзақ мерзімді пайдалану болып табылады.Кейінгі шығындар өте жоғары, сондықтан теңшелген пішінді таңдағанда, қалып үшін ештеңе төлеудің қажеті жоқ.
Инъекциялық пішінді қалай жасауға болады
Қалыпты CAD жүйесінде жобалау
Қалыптың дизайны - процестегі ең маңызды қадамдардың бірі.Бұл бөліктің қандай болатынын, оның қалай жасалатынын және қандай мүмкіндіктерге ие болатынын шешуге тура келетін қадам.Инъекциялық қалыптау күрделі процесс, ал қалып оның негізгі бөлігі болып табылады.Қалып инъекция процесінің жоғары қысымы мен қызуына, сондай-ақ қайталанатын қолдануға төтеп беруі керек.Сондықтан пішіннің дизайнын бірінші рет дұрыс алу маңызды.CAD бағдарламалық құралы қалып жасау үшін пайдалануға болатын бөліктің тамаша 3D үлгісін жасауға көмектеседі.
Қалыпты 3D басып шығару
Соңғы қадам - 3D принтері арқылы пішінді басып шығару.Бұл соңғы, нақты өлшемді пішінді жасайды.Егер сіз мұны қалай істеу керектігін білмесеңіз, сізге көмектесетін көптеген онлайн оқулықтар бар.Сіз сондай-ақ тапсырмаңызды орындайтын 3D басып шығару қызметтерін таба аласыз.Пішінді басып шығару өте маңызды қадам болып табылады, өйткені ол дайын өнімнің жоғары сапалы болуын қамтамасыз етеді.
Дизайн пішіні туралы көбірек білгіңіз келсе, оқуға боладыПластикалық компоненттерге арналған қалыптарды жобалау және өндіру
Қалып жасау процесінде жиі кездесетін мәселе
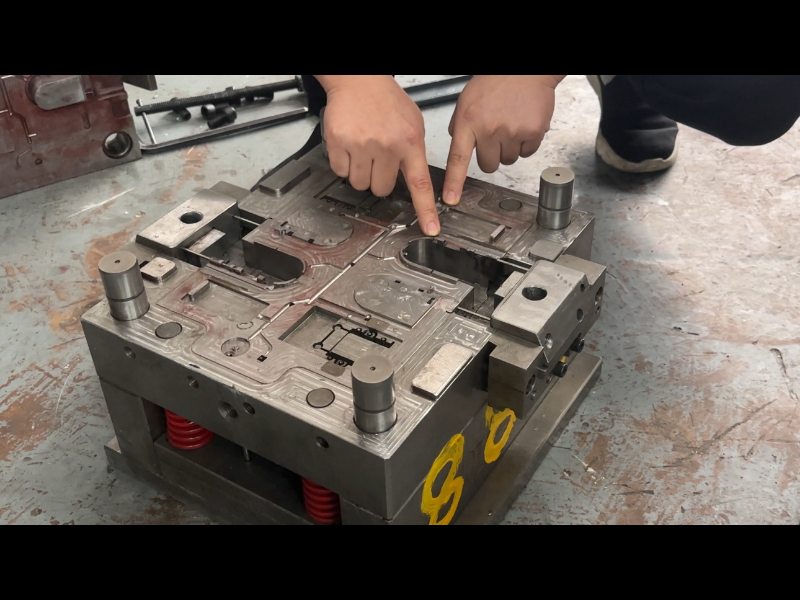
1.слайдер
Жүгірткі жалғау арқылы біріктірілгенде, ол қалыпқа толығымен сыймайды.Қалып ашылғанда және жабылған кезде, көлбеу үстіңгі бөліктің сынуы оңай.
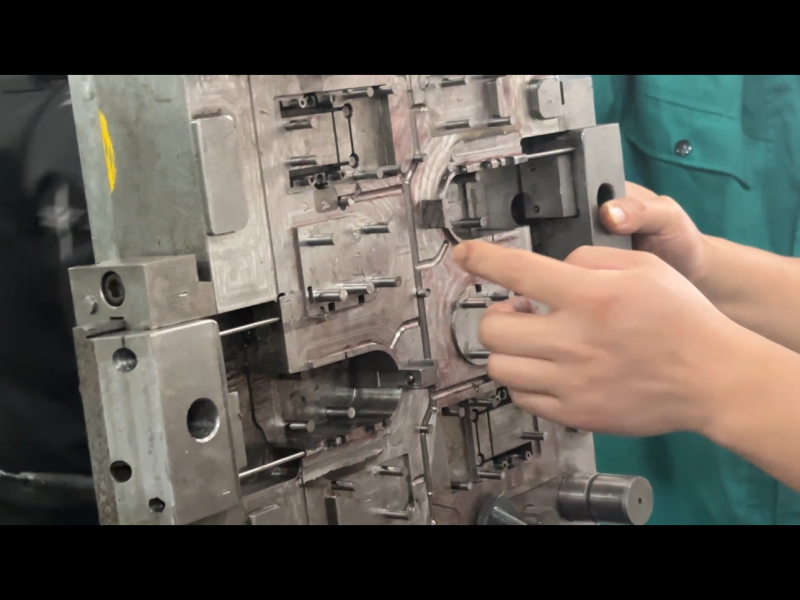
2.су арнасы
Қалыпты жобалау кезінде өнімді салқындату проблемаларына бейім су ағынының арнасы жоспарланбайды.Сонымен қатар, пішінді ұзақ уақыт қолданғаннан кейін қалып температурасы жоғарырақ және жоғарырақ болады, сайып келгенде, өнімнің деформациясына немесе саңылау күйінің ауытқуына әкеледі.
3. Зеңнің тозуы
Қалыпты жобалау кезінде пішінді майлау үшін саңылаулар қосылмағандықтан, ұнтақтау процесінде темір блоктар арасындағы үйкеліс коэффициенті тым үлкен болды, қалыпқа зақым келтірді.
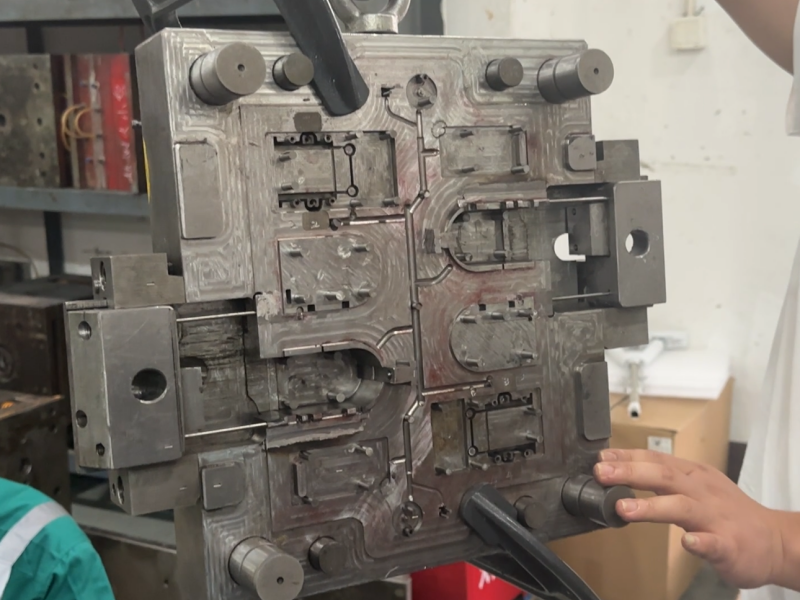
4.Өнім ұяшығын бөлу негізсіз
Инъекциялық қалыптау өнімді түпкілікті салқындату үшін қалыптың ойығына жоғары температурада балқытылған сұйық клинкерді айдауды көздейтіндіктен, ұзақ қашықтыққа және температураның салқындауына жол бермеу үшін үлкен өнімдердің қалып қуысы желім кірісіне жақын болуы керек. қалыпқа сәтті енгізе алмау.Бірақ шағын өнімдерге арналған қалыптар аз пластикті қажет етеді, сондықтан ойықтар әдетте пішіннің шетінде жасалады.
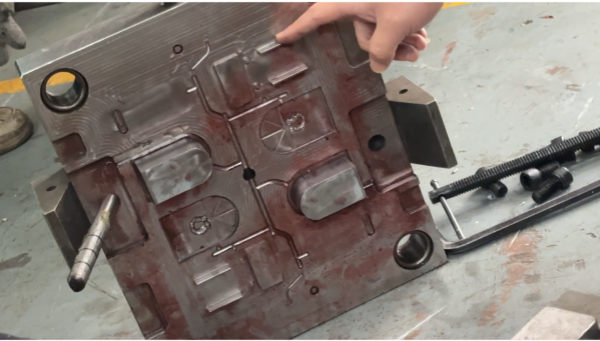
5. Бастапқы қалыпта қалған метал
Бастапқы қалыптағы қалған металдар ендірмелермен ауыстырылмайды.Зақым кейінірек орын алса, бастапқы дененің қалған бөлігін сыммен кесіп, содан кейін қайта салу керек.
Инъекциялық қалыптау процесі немесе қалып жасау туралы қосымша ақпаратты білгіңіз келсе, қымсынбаңызбіздің кәсіби командаға хабарласыңыз.
Жіберу уақыты: 18 сәуір 2024 ж