
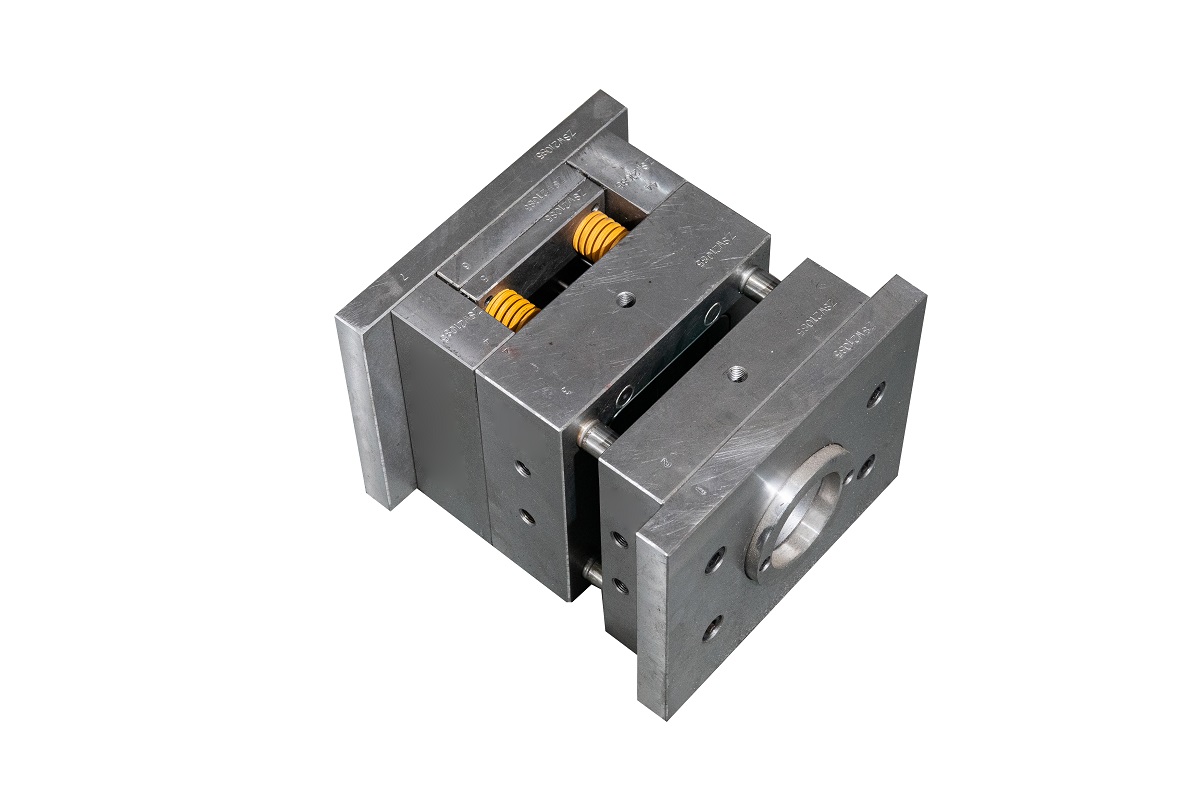
Инъекциялық қалыптарөнеркәсіптік өндірістің негізгі технологиялық жабдықтары болып табылады, пластмасса бөлшектерін жасау үшін қалыптарды пайдалану, өндіріс тиімділігін қамтамасыз ету, сапаны қамтамасыз ету оңай, өндірістің төмен шығындары сияқты бірқатар артықшылықтарға ие, инъекциялық қалыптар өнеркәсіптік өндірісте кеңінен қолданылады.Инъекциялық қалыптаудың ең маңызды процесі болғандықтан, оның қалыптарының сапасы өнімнің сапасына тікелей әсер етеді, ал қалыптардың өндірістік құны кәсіпорындардың әзірлеу шығындарының үлкен бөлігін алады.Осылайша, пластикалық өнімдердің құнын төмендету, кәсіпорынның өнімділігі мен бәсекеге қабілеттілігін арттыру үшін инъекциялық қалыптардың қызмет ету мерзімін / түсіру мерзімін жақсарту айтарлықтай әсер етеді.
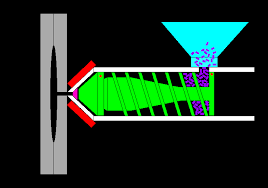
Пластикалық инъекциялық қалыптау процесі негізінен инъекциялық машинаның бөшкесіндегі пластикалық шикізатты қыздырғаннан кейін пластмассадан кейін, бүрку машинасының бұрандалы қозғалтқышында, пластмасса белгілі бір температураға жеткеннен кейін, белгілі бір қысыммен және жылдамдықпен инъекциялық машинаның шүмегі арқылы қалып қуысына түседі және содан кейін қысымнан кейін қалып, өнімді салқындату және пішінді ашу және пластик бөлшектерді алу.

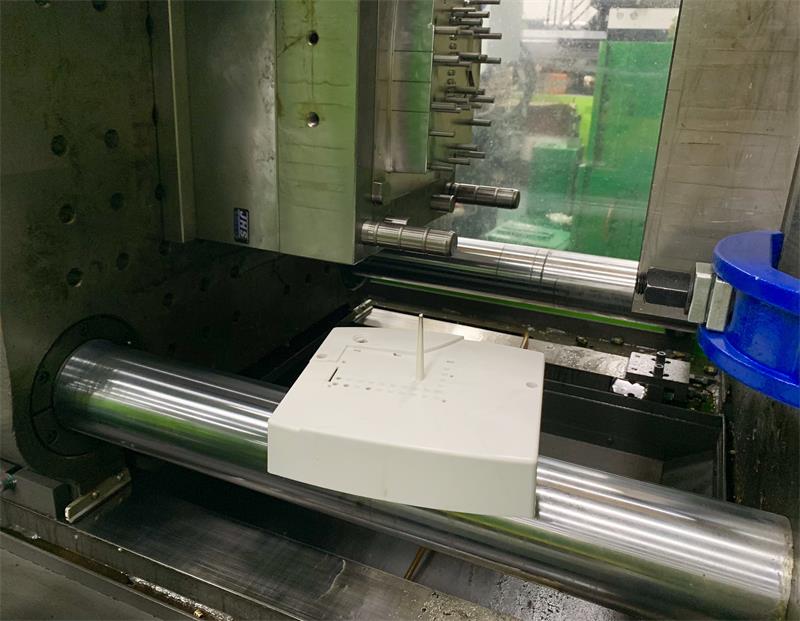
Инъекциялық қалыптау процесінде пішіннің беті қалып жабылған кезде қысымға, қалып қуысындағы пластмасса балқымасының қысымына және қалып ашылған кездегі тарту күшіне, оның ішінде пластик балқыма қысымына төтеп беруі керек. қуысында ең маңызды болып табылады.Сонымен қатар, қалып белгілі бір температура жағдайында сақталуы керек, қалыптың температурасы циклдік өзгерістерге қол жеткізуге тырысуы керек, тұтынушының талаптары қалыптың температурасы жоғары болуы керек, бұл іздің еруін тиімді төмендетеді, ал пластикалық бөліктер қалыпты температурадан шығарылады. төмен болуы керек.Әйтпесе, өнімнің деформациясы салыстырмалы түрде үлкен болады.Мұндай жұмыс жағдайында қалыптар негізінен температура мен қысымның әсерінен шамадан тыс деформацияға және ыстық және суық шаршаудың үзілуіне бейім.
Қалып қуысын толтыру процесінде, қалып түзетін бөлшектерді жоғары температурада және жоғары қысымда балқымамен тазалауда, ағынды үйкелісте, өнімді қалыптан шығару процесінде, қуыстар мен өзек және жұмыс процесінде пластмасса бөлшектерінде үйкеліс пайда болады, нәтижесінде зеңнің тозу құбылысында.Сонымен бірге қалыптың жиі ашылуы мен жабылуына байланысты қалып бағыттаушы бөлшектер мен қалыптау бөлшектері тозуға бейім болады, нәтижесінде қопсыту пайда болады.


Қалыптау процесінде кейбір пластмассалар жоғары температура мен қысым астында ыдырап, коррозиялық газдар түзеді, олар пішіннің бетін оңай тот басады және зақымдайды, қалып бетіне зақым келтіреді.
Инъекциялық қалыптардың өндірісі белгілі бір санға жеткенде, қалыптың шамадан тыс тозуына байланысты өнімнің беткі сапасы талапқа жете алмайды, өнімнің толып кетуі және ұшып кетуі маңызды, ал қалып қуысы мен өзегін жөндеу мүмкін емес, пішіннің қызмет ету мерзімі аяқталады.Қалып істен шыққанға дейін аяқталған пластмасса бөлшектердің жалпы саны қалыптың қызмет ету мерзімі деп те аталады.
Жіберу уақыты: 26 шілде 2022 ж